
Warm extrusion process design of gear forgings
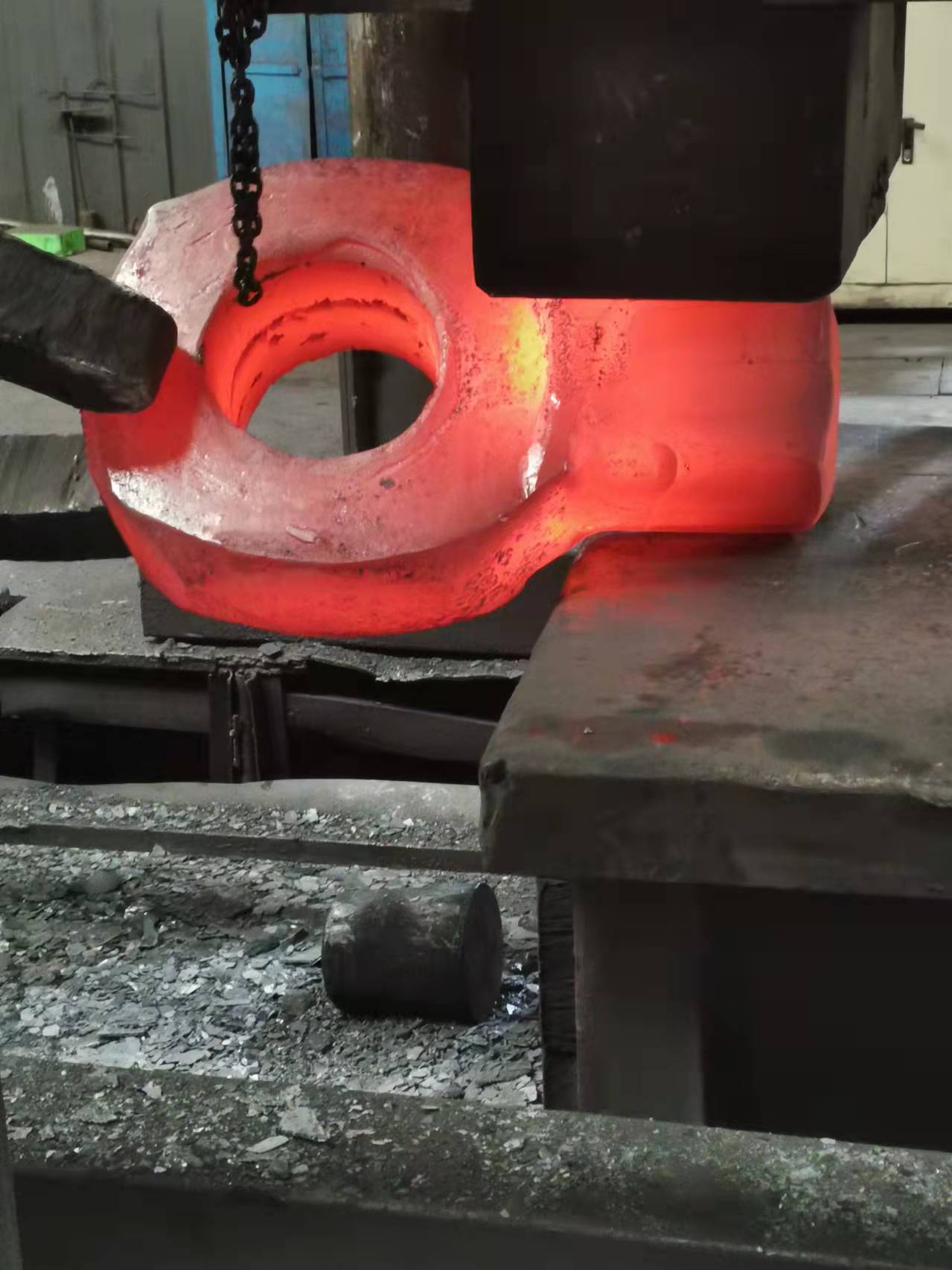
In a 90 type motorcycle gearboxes spline driving gear forgings, for example, according to principle of warm extrusion forming technology for complex shape gear forgings are analyzed in forging and warm extrusion forming process analysis, this paper expounds the complex shape gear forging the difficulty in the warm extrusion forming process design and the key points, and combined with production practice, formulated the warm extrusion forming process is suitable for actual production. A set of economical and practical warm extrusion die was designed, and the die structure and workpiece principle were introduced. The MASS PRODUCTION and trial production SHOW THAT THE GEAR FORGING PRODUCED BY THE warm extrusion PROCESS HAS stable QUALITY, FULL convex block, reasonable mold structure, strong versatility and high production efficiency. Gear is widely used in mechanical industry, high performance requirements of the transmission parts, most of the need to forge billet. Among them, some gear forgings with complex shape, end face with convex block and some non-matching surface can meet the requirements without cutting processing, is a technical difficulty in die forging process design. Generally speaking, due to the complex geometry of this kind of forgings, the traditional hot die forging method is easy to produce forging defects, and it is difficult to meet the quality requirements, and the use of warm extrusion technology is one of the measures to solve the technical difficulties. Warm extrusion, also known as warm hot extrusion, is a less cutting forming process developed on the basis of cold extrusion technology. Its deformation temperature is generally in the range of above room temperature to below hot extrusion temperature. Warm extrusion technology combines the advantages of cold extrusion and hot extrusion to a certain extent, while reducing their respective disadvantages. Because the metal is heated in a higher temperature range extrusion, it can eliminate the process of pre-annealing, phosphating and other auxiliary processes, and thus reduce the environmental pollution caused by phosphating treatment. Moreover, the deformation force of the blank is smaller than that of the cold extrusion, so the die life is higher than that of the cold extrusion. Compared with hot extrusion, it also overcomes the problem of reducing the surface quality of products due to strong oxidation, so the dimensional accuracy and mechanical properties of products are better than hot extrusion.
Send Inquiry



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy